
vS 1. Bazuar në varkimin me rezistencë, aplikon shtypje mekanike dhe rrymë të lartë përmes elektrodave, duke shfrytëzuar nxehtësinë e gjeneruar nga rezistenca e kontaktit të metaleve për ta shkrirë pikën e varkimit dhe arritur lidhjen. 2....

 |
 |
vS |  |
 |
|
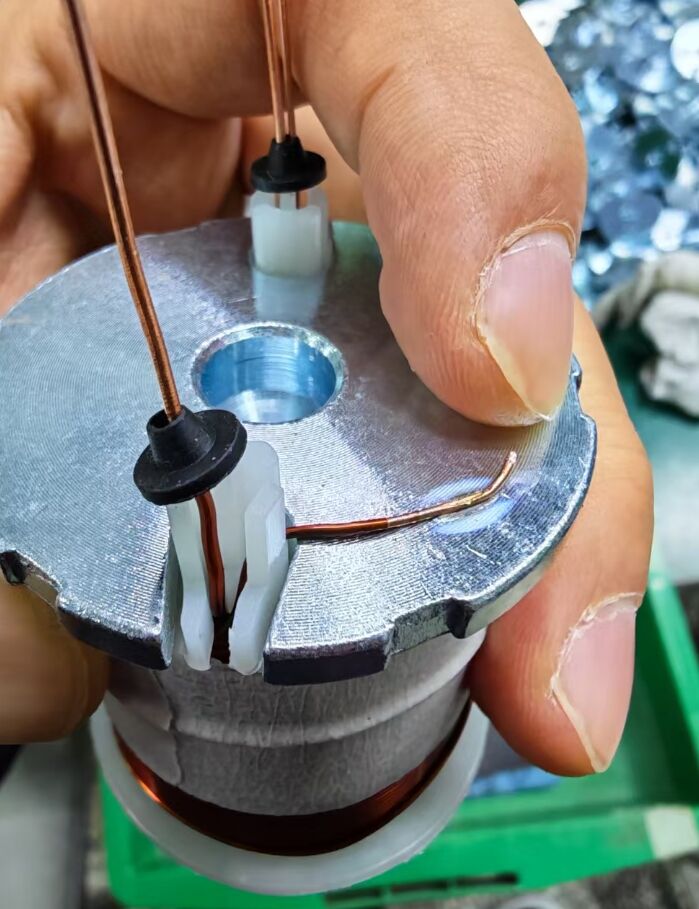
1. Parimi dhe thelbi: Bazuar në varkjen rezistive, aplikon shtypje mekanike dhe rrymë të lartë përmes elektrodave, duke shfrytëzuar nxehtësinë e gjeneruar nga rezistenca e kontaktit të metaleve për të shkrirë pikën e varkitjes dhe arritur lidhjen. 2. Ka një gjasë të lartë për varkje të rreme dhe lidhje të papajtueshme, me fluktuacione të mëdha në rezistencën e kontaktit (shpesh 50mΩ), dhe forca mesatare e terheqjes së pikës së varkitjes është tipikisht < 1N. Fluksi i mbetur sjell rezistencë të dobët ndaj nxehtësisë dhe zhduket lehtë në mjediset me temperaturë të lartë. 3. Gabimet njerëzore rezultojnë në një shkallë defektesh prej 15%, dhe shkalla e daljes për prodhimin masiv shpesh bie nën 75%. Probleme si hollësimi i telit dhe shkrirja e shtresës së izolimit janë të shpeshta. |
1. Parimi dhe thelbi: Qendruar rreth lidhjes me hark mikro ose lidhjes me laser, duke përdorur transmetim energjie pa kontakt. Duke kontrolluar saktësisht procesin e ngrohjes përmes impulseve të shkurtër me frekuencë të lartë, dhe duke u mbështetur në pozicionim vizual dhe rregullim inteligjent parametrash, arrihet një lidhje në nivel mikroni. Për shembull, lidhja pikësore me hark mikro përdor një hark momental për të shkrirë terminalet në më pak se 0,1 sekonda, duke i rrethuar telin për të formuar një strukturë të vetme të shkrirë. 2. Rezistenca e kontaktit ≤ 35mΩ, forca e terheqjes së pikës së lidhjes ≥ 1,5N, shkalla e ndryshimit të performancës pas 1000 ciklesh ngrohje-ftohje ≤ 5%; lidhja me hark mikro formon një strukturë të dendur të shkrirë. 3. Shkalla e identifikimit të defekteve tejkalon 99%, shkalla e daljes mund të arrijë mbi 99,7%; standardizimi i parametrave siguron konzistencë të serive. |
|||

Falë cilësisë së besueshme të produktit dhe reputacionit të mirë, produktet nuk kanë fituar vetëm besimin e numrit të madh të klientëve në tregun vendor, por janë eksportuar edhe jashtë vendit dhe kanë fituar njohje në tregun ndërkombëtar.












