
vs 1. Principiu și esență: Bazată pe sudura prin rezistență, aplică presiune mecanică și curenți înalți prin electrozi, utilizând căldura generată de rezistența de contact a metalului pentru a topi punctul de sudură și a realiza conexiunea. 2....

 |
 |
vs |  |
 |
|
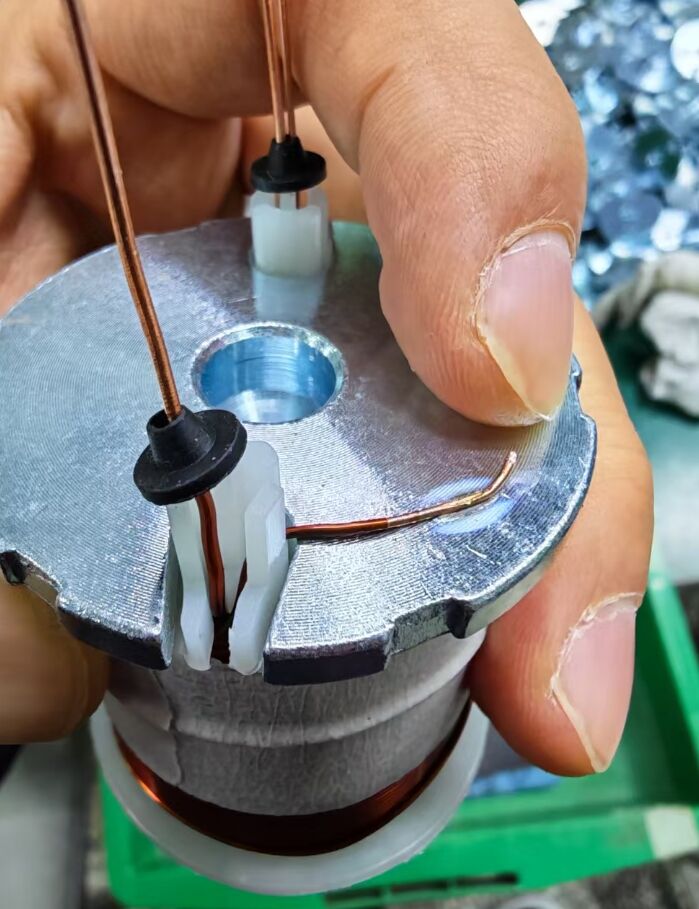
1. Principiu și esență: Bazat pe sudura prin rezistență, aplică presiune mecanică și curenți înalți prin electrozi, utilizând căldura generată de rezistența de contact a metalului pentru a topi punctul de sudură și a realiza conexiunea. 2. Există o probabilitate mare de suduri false și punți, cu fluctuații semnificative ale rezistenței de contact (adesea 50mΩ), iar rezistența medie la tracțiune a punctului de sudură este în mod tipic < 1N. Prezența fluxului rezidual conduce la o rezistență termică slabă și la desprinderea ușoară în medii cu temperaturi ridicate. 3. Erorile umane duc la o rată a defectelor de 15%, iar randamentul în producția de serie se situează adesea sub 75%. Probleme precum subțierea firului și topirea stratului de izolație apar frecvent. |
1. Principiu și esență: Centrat pe sudura cu arc micro sau sudura laser, utilizând o transmisie a energiei fără contact. Prin controlul precis al procesului de încălzire prin impulsuri scurte de înaltă frecvență, completat cu poziționare vizuală și ajustare inteligentă a parametrilor, se obține o sudare la nivel micronic. De exemplu, sudura punctuală cu arc micro utilizează un arc momentan pentru a topi terminalele în mai puțin de 0,1 secunde, învelind firul pentru a forma o structură coerentă de material topit. 2. Rezistența de contact ≤ 35mΩ, rezistența la tracțiune a punctului de sudură ≥ 1,5N, rata variației performanței după 1000 de cicluri termice reci și calde ≤ 5%; sudura cu arc micro formează o structură densă de material topit. 3. Rata de recunoaștere a defectelor depășește 99%, randamentul poate atinge peste 99,7%; standardizarea parametrilor asigură consistența loturilor. |
|||

Datorită calității fiabile a produselor și unei reputații bune, produsele nu au câștigat doar încrederea numeroșilor clienți de pe piața internă, ci au fost exportate și în străinătate și au obținut recunoaștere pe piața internațională.












