
vs 1. Principium et essentia: In basis welding resistentiae, premitur pressione mechanica et currentibus altis per electrodes, utendo calorem generatum a resistentia contactus metallici ad punctum soldandi liquefaciendum et coniunctionem perficiendam. 2....

 |
 |
vs |  |
 |
|
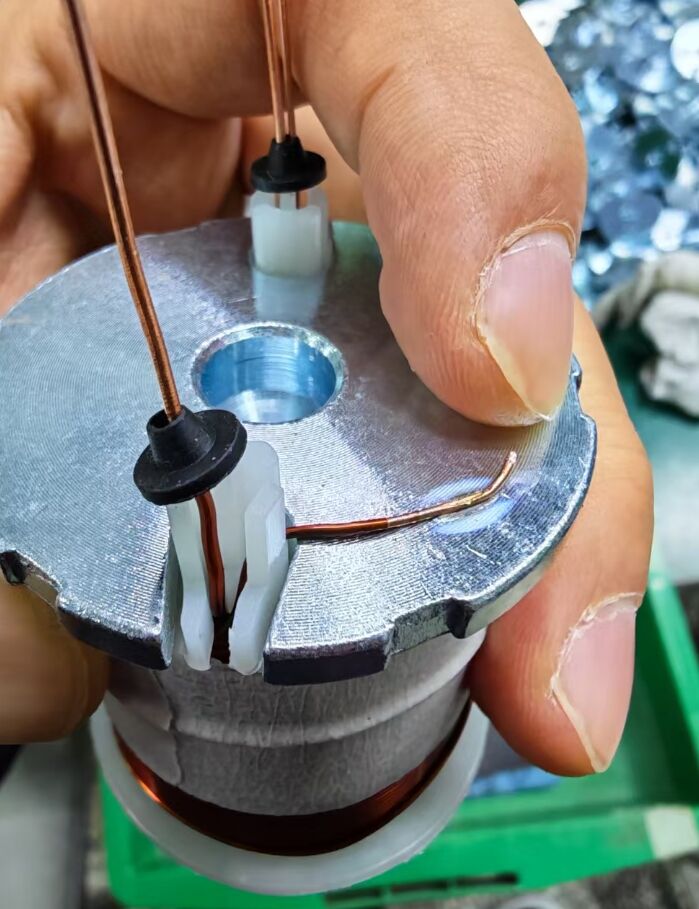
1. Principium et Essentia: In soldatura resistentiae innititur, quae pressionem mechanicam et currentes altos per electrodes applicat, utendo calorem generatum a resistentia contactus metallorum ad punctum soldandi liquefaciendum et coniunctionem perficiendam. 2. Magna probabilitas falsorum soldatorum et iuncturarum est, cum fluctuationibus notabilibus in resistentia contactus (saepius 50mΩ), et media tractio puncti soldandi est typice < 1N. Fluxus residuus ducit ad pauvram resistentiam caloris et facilem separationem in ambientibus calidis. 3. Error humana defectum causatur in 15%, et ratio redditus pro productione massiva saepe infra 75% cadit. Causae ut fili tenuitas et fusi strati isolativi frequentes sunt. |
1. Principium et Essentia: Circa micros arcus vel micros laseris centra, non-contactu energiae transmissionem adhibens. Per processum calefactionis exacte regendum per pulsus breves de alta frequentia, simul cum positione visuali et parametri intelligentis adaptatione, micro-welding obtinetur. Exempli gratia, micro-arcus puncti welding momentaneo arco usus est ad terminales in minus quam 0,1 secundis liquefaciendos, filum includens ut structura fusibilis cohaerens formetur. 2. Contactus resistentiae ≤ 35mΩ, trahendi visus puncti weld ≥ 1,5N, variatio rationis post 1000 cyclorum calidi et frigidi ≤ 5%; micro-arcus welding structuram fusam densam efficit. 3. Recognitio defectus excedit 99%, ratio redditus attingere potest supra 99,7%; standardizatio parametri constantiam per singulas partis confirmat. |
|||

Gratias agit qualitati productorum suorum fideli et famae bonae, producta non solum fidem mercatorum multorum in mercato domestico assecuti sunt sed etiam in externis regionibus exportata sunt et in mercatu internationale approbationem acceperunt.












