
წინააღმდეგობაში 1. პრინციპი და არსი: წინააღმდეგობის შედუღებაზე დაფუძნებული, ის ხდენს მექანიკური წნევისა და მაღალი დენის მიყენებას ელექტროდების მეშვეობით, რომელიც იყენებს ლღობის წერტილში გამოყოფილ სითბოს მეტალის კონტაქტური წინააღმდეგობის გამო და ამით ახდენს შეერთებას. 2....

 |
 |
vs |  |
 |
|
1. პრინციპი და არსი: წინაღობის შედუღებაზე დაფუძნებული, ის ახდენს მექანიკური წნევისა და მაღალი დენის მოდებას ელექტროდების მეშვეობით, იყენებს სითბოს, რომელიც წარმოიქმნება ლითონის კონტაქტური წინაღობის გამო, რათა შედუღების წერტილი დაიმღვრას და მოხდეს შეერთება. 2. არსებობს დიდი ალბათობა ყალბი შედუღებისა და შეკეთილობის წარმოქმნის, კონტაქტური წინაღობის მნიშვნელოვანი რყევებით (ხშირად 50მΩ), ხოლო საშუალო შედუღების წერტილის თანდაჭიმვის მდგრადობა ჩვეულებრივ < 1N არის. დარჩენილი ფლუსი იწვევს ცუდ თერმომედგრობას და მაღალ ტემპერატურაზე მარტივად მოშლის. 3. ადამიანის შეცდომა იწვევს 15%-იან დეფექტურობის დონეს, ხოლო მასობრივი წარმოების დროს მოგებულობის მაჩვენებელი ხშირად 75%-ზე ნაკლებია. ხშირად ხდება გამტარის შესუსტება და იზოლაციური ფენის დნობა. |
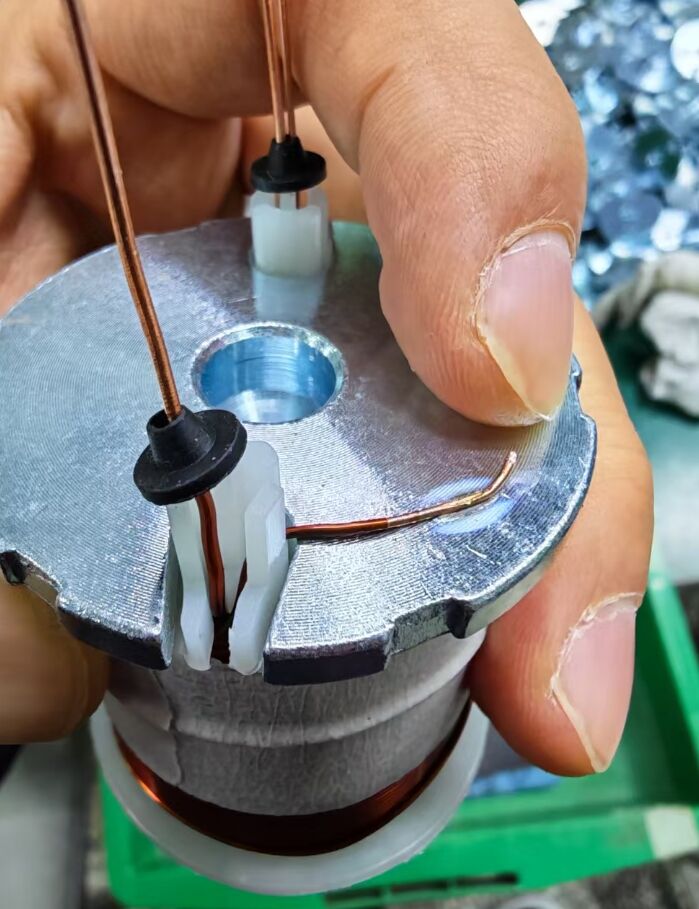
1. პრინციპი და არსი: მიკრო რკალის ან ლაზერული შედუღების გარშემო, არაკონტაქტური ენერგიის გადაცემის გამოყენებით. სიხშირის მაღალი იმპულსების საშუალებით გახურების პროცესის ზუსტად კონტროლით, ვიზუალური პოზიციონირებით და ინტელექტუალური პარამეტრების კორექტირებით მიიღწევა მიკრონული შედუღება. მაგალითად, მიკრო რკალის ლოდბური შედუღება გამოიყენებს მომენტალურ რკალს, რომელიც 0,1 წამზე ნაკლებ დროში ადნობს ტერმინალებს, რათა გაა envelop ს გამტარს და შექმნას ერთიანი დნობის სტრუქტურა. 2. კონტაქტური წინაღობა ≤ 35მΩ, შედუღების წერტილის ჭიმვის სიმტკიცე ≥ 1,5ნ, სითბო-ცივი ციკლების 1000-ჯერ გამეორების შემდეგ შესრულების ცვალებადობის მაჩვენებელი ≤ 5%; მიკრო რკალის შედუღება ქმნის სიმკვრივის მაღალ დნობის სტრუქტურას. 3. დეფექტის ამოცნობის მაჩვენებელი აღემატება 99%-ს, პროდუქციის მაჩვენებელი შეიძლება მიაღწიოს 99,7%-ზე მეტს; პარამეტრების სტანდარტიზაცია უზრუნველყოფს სერიულ შეთანხმებულობას. |
|||

Დამოუკიდებელი პროდუქტის ხარისხის და კარგი რეპუტაციის წყალობით, პროდუქტებმა არ მოიგო მხოლოდ ბევრი ჩინეთში მყოფი მომხმარებლის ნდობა, არამედ გაიტანეს უცხოში და მოიპოვა აღიარება საერთაშორისო ბაზარზე.












