
vs 1. Princip a podstata: Na základě odporového svařování aplikuje mechanický tlak a vysoké proudy prostřednictvím elektrod, přičemž využívá teplo generované kontaktním odporem kovu k roztavení svařovacího bodu a dosažení spojení. 2....

 |
 |
vs. |  |
 |
|
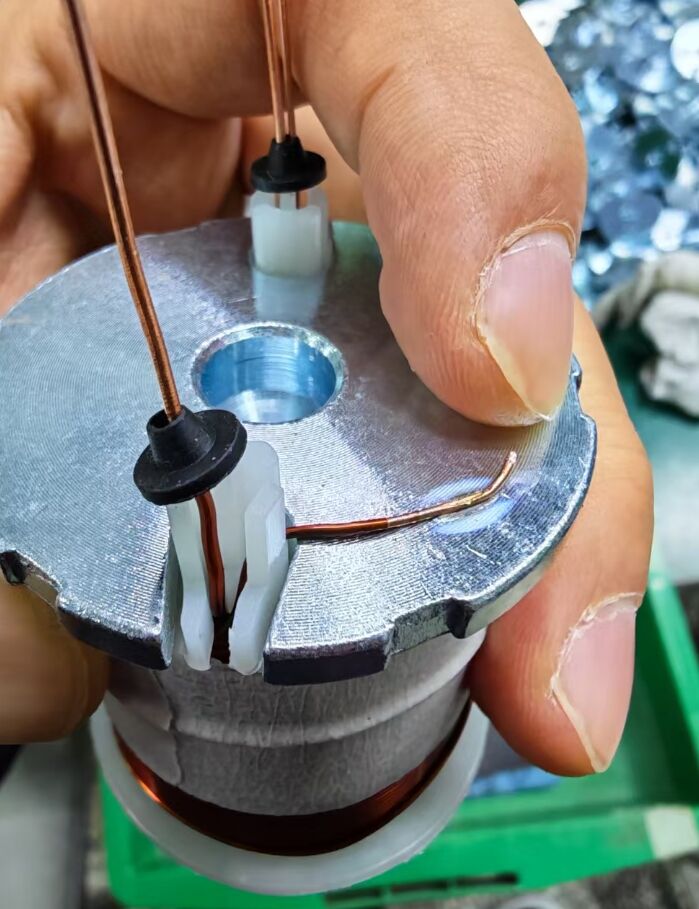
1. Princip a podstata: Na základě odporového svařování se pomocí elektrod aplikuje mechanický tlak a vysoký proud, přičemž se využívá teplo generované přechodovým odporem kovu k roztavení svařovaného bodu a dosažení spojení. 2. Existuje vysoká pravděpodobnost nekvalitních nebo zkratovaných svarů, výrazné kolísání přechodového odporu (často 50 mΩ) a průměrná pevnost svarového bodu v tahu je obvykle < 1 N. Zbytkový tok vede ke špatné odolnosti vůči teplu a v horkém prostředí dochází k snadnému odloupávání. 3. lidská chyba má za následek výrobní zmetkovitost 15 % a výtěžnost při sériové výrobě často klesá pod 75 %. Časté jsou problémy jako ztenčování drátu a tavení izolační vrstvy. |
1. Princip a podstata: Založena na mikroobloukovém svařování nebo laserovém svařování s použitím bezkontaktního přenosu energie. Přesnou kontrolou procesu ohřevu pomocí vysokofrekvenčních krátkých impulsů a doplněná vizuální lokalizací a inteligentní úpravou parametrů je dosaženo svařování na úrovni mikronů. Například mikroobloukové bodové svařování využívá okamžitý oblouk, který za méně než 0,1 sekundy roztaví svorky a obalí drát, čímž vytvoří jednotnou taveninu. 2. Kontaktní odpor ≤ 35 mΩ, pevnost svarového spoje v tahu ≥ 1,5 N, míra změny vlastností po 1000 cyklech teplomrazivých zátěží ≤ 5 %; mikroobloukové svařování vytváří hustou taveninu. 3. Rozpoznávací schopnost vad přesahuje 99 %, výtěžnost může dosáhnout více než 99,7 %; standardizace parametrů zajišťuje konzistenci mezi jednotlivými sériemi. |
|||

Díky své spolehlivé kvalitě produktů a dobré pověsti produkty získaly nejen důvěru mnoha zákazníků na domácím trhu, ale jsou také vyváženy do zahraničí a získaly uznání na mezinárodním trhu.












